


























How To Optimize CNC Turning Process
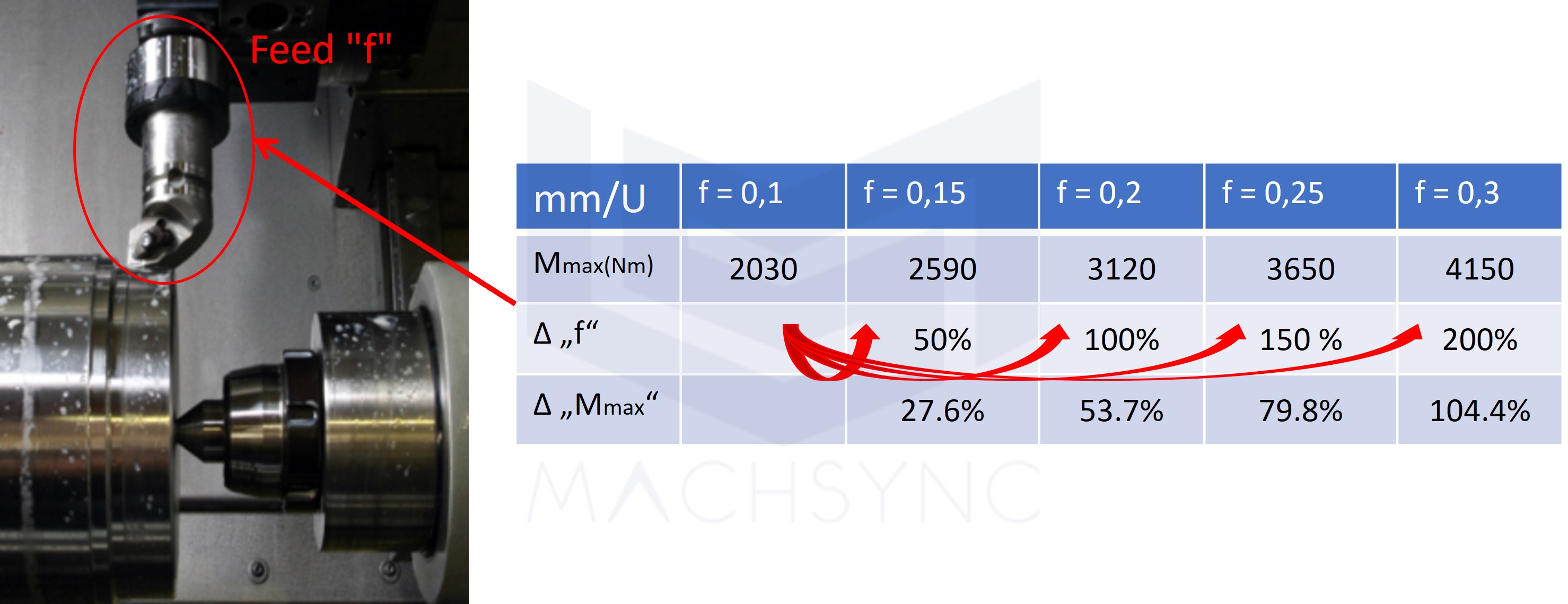
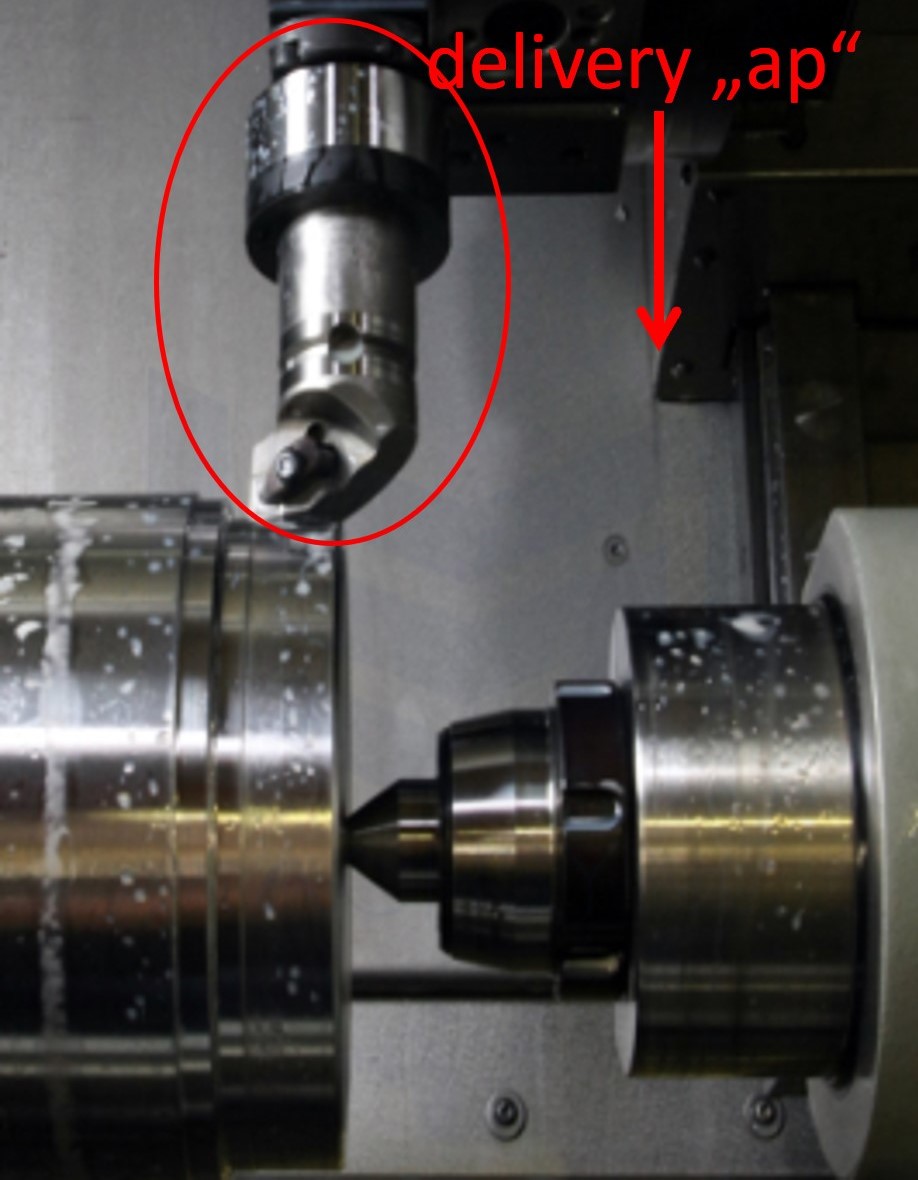
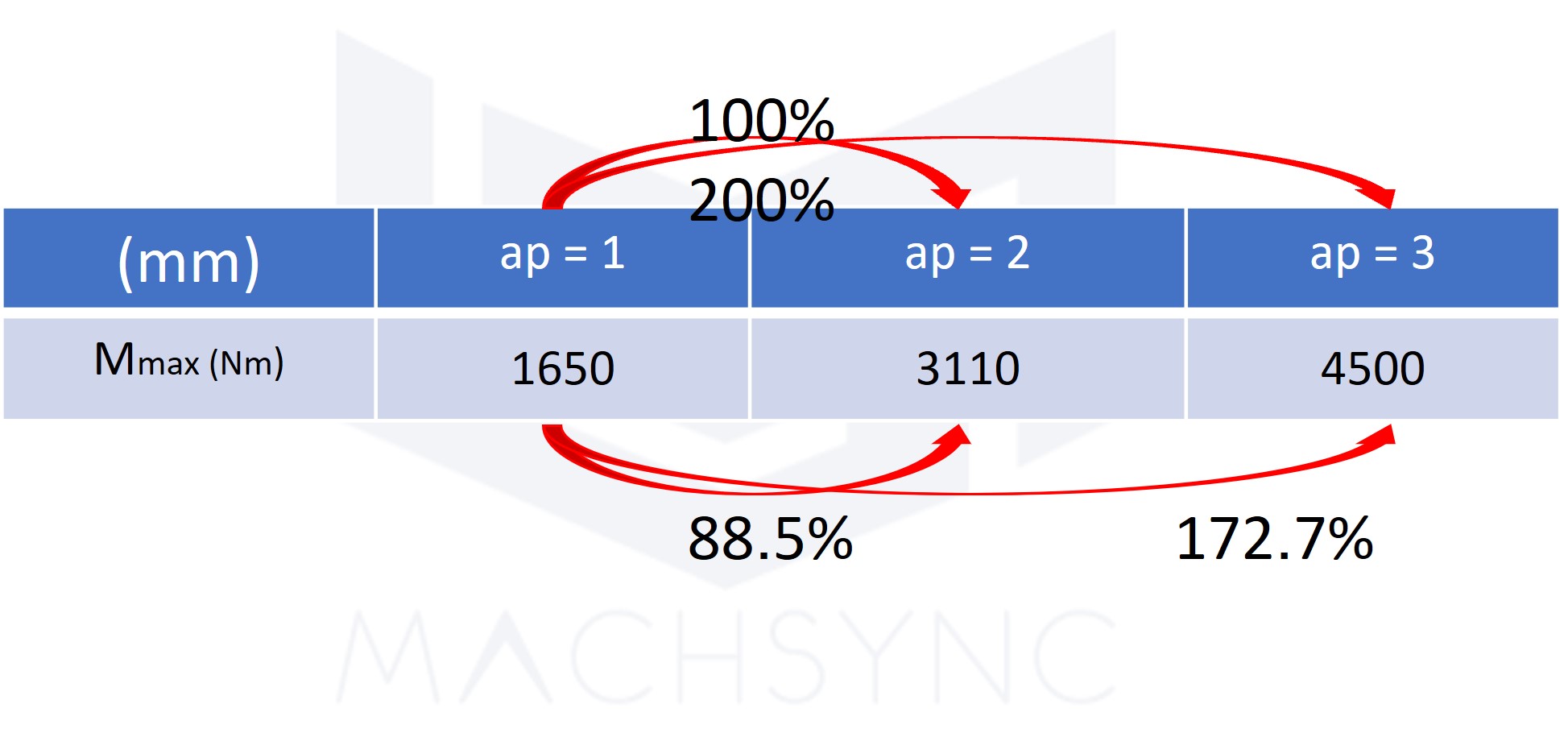
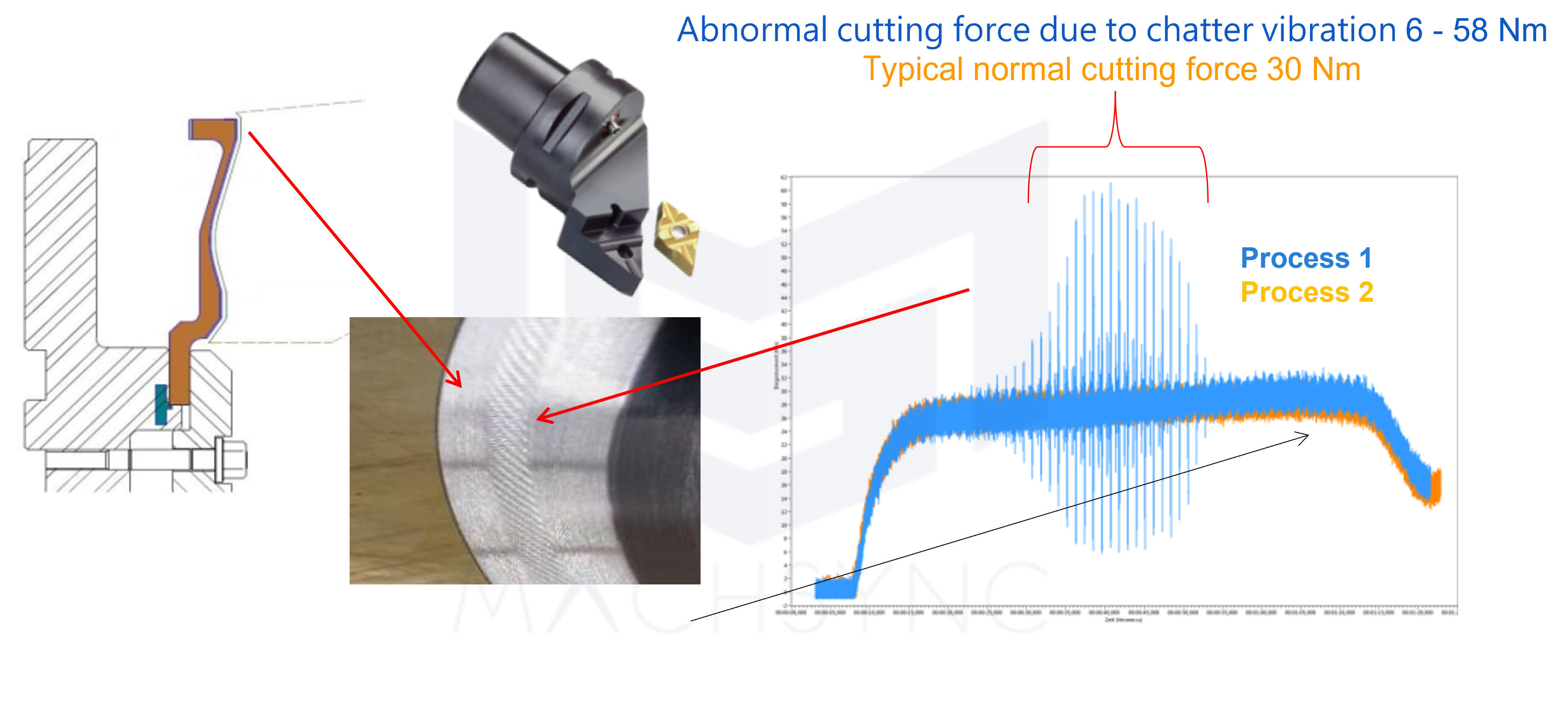
The key indicators of the machining efficiency of the machine are nothing more than the line speed (VC), depth (AP), and feed (F). Generally, an experienced CNC operator can quickly optimize the above three conditions, but the machine types, model, raw materials, tool types, thin-walled parts, and chip breaking, and even with turning and milling machines, could all have different turning processing in different ways. So how could we achieve the optimization of turning in the shortest possible time so that we could achieve the most ideal gross profit?