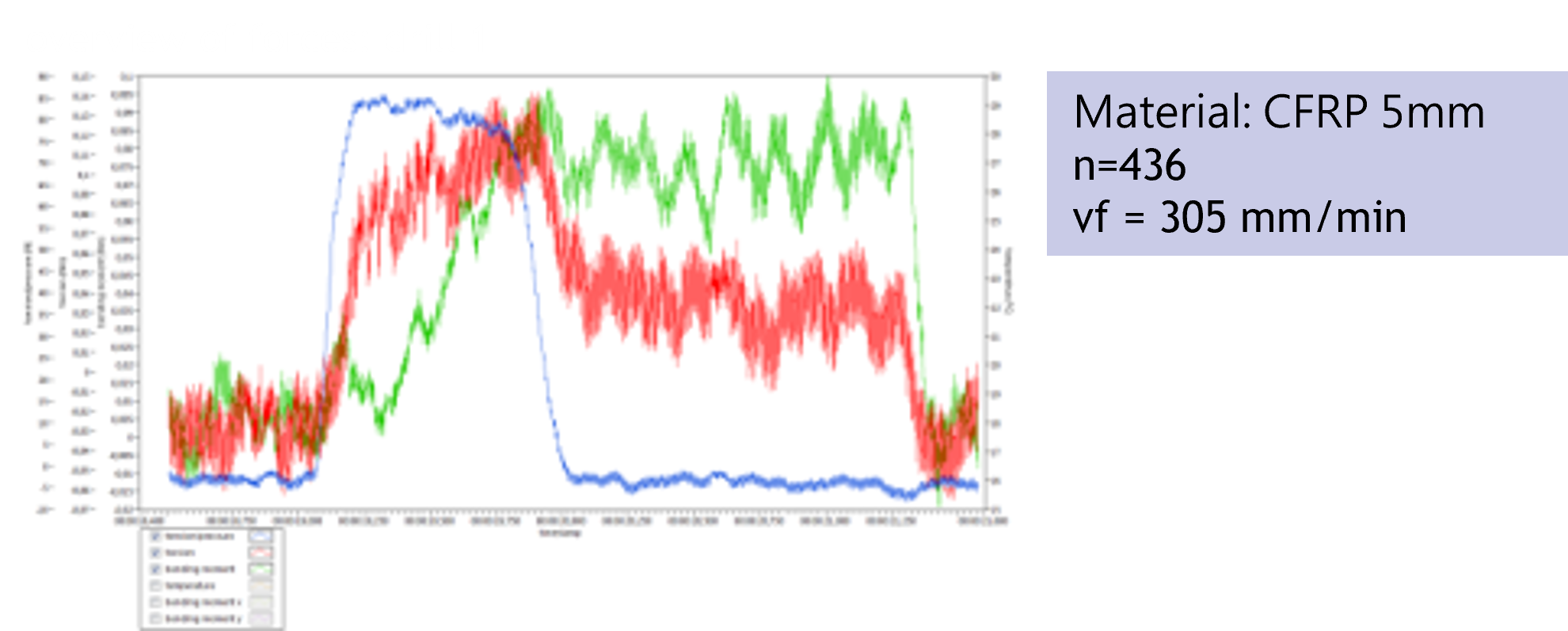



























Machining Carbon Fiber
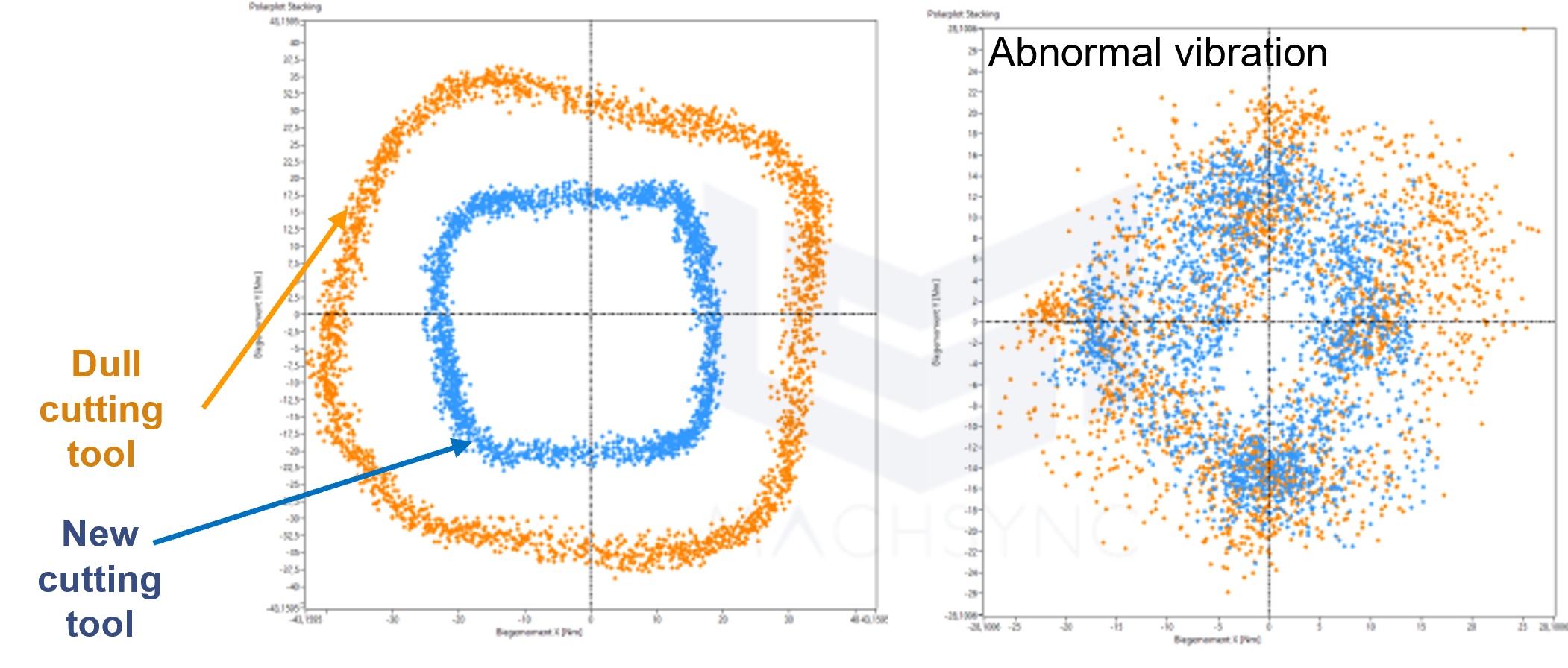
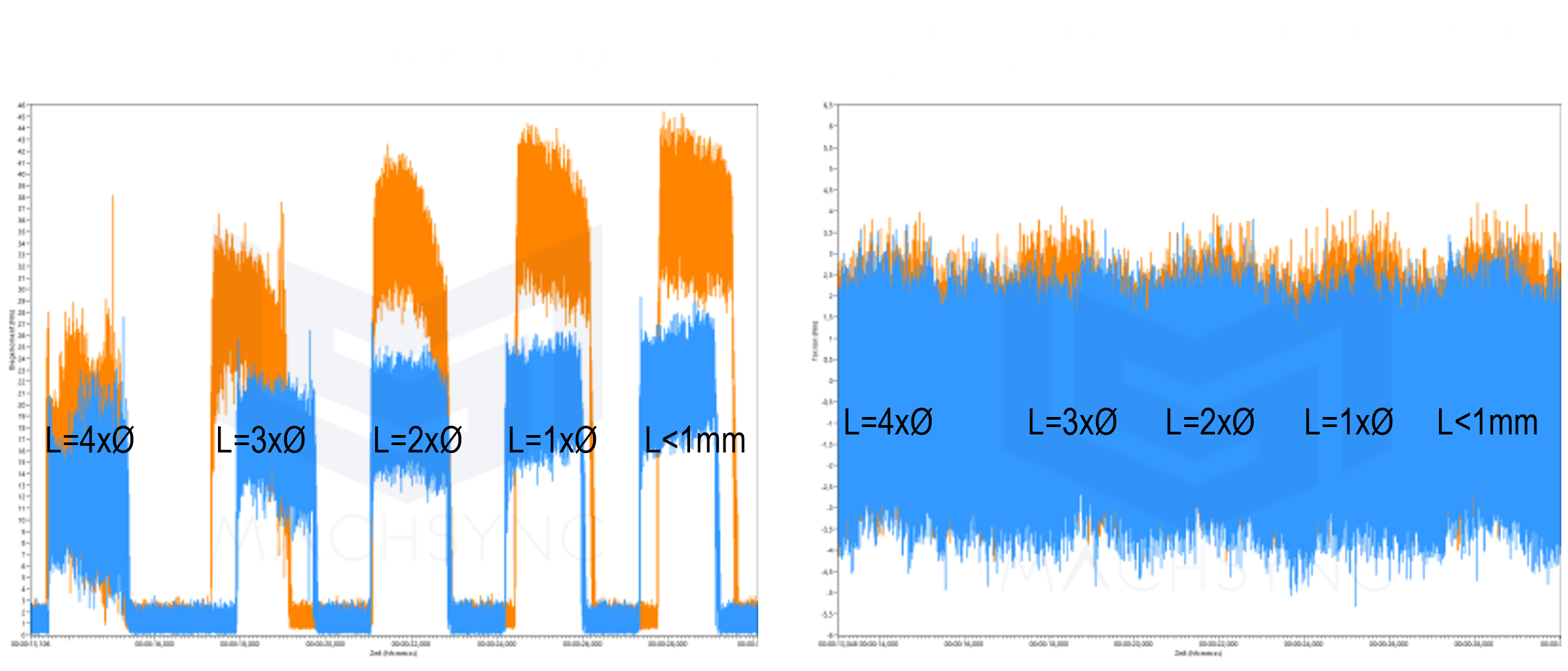
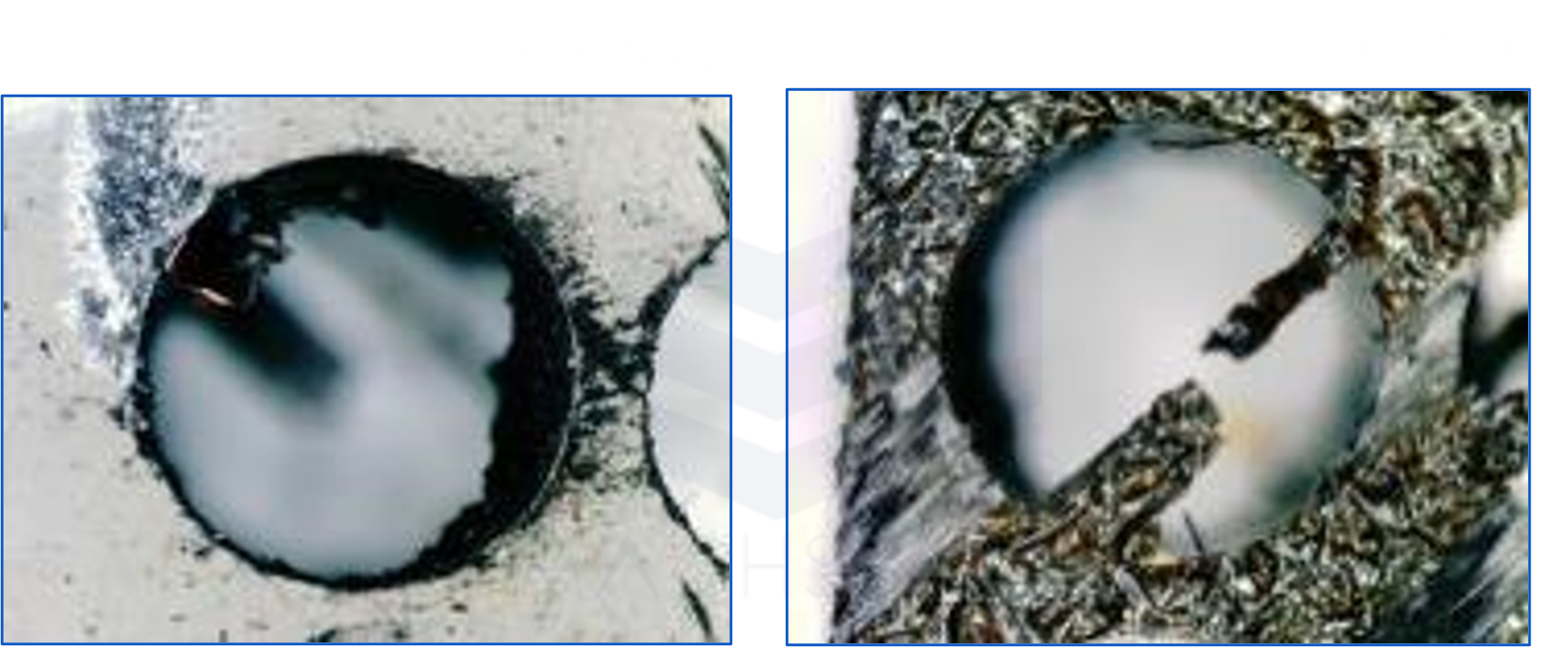
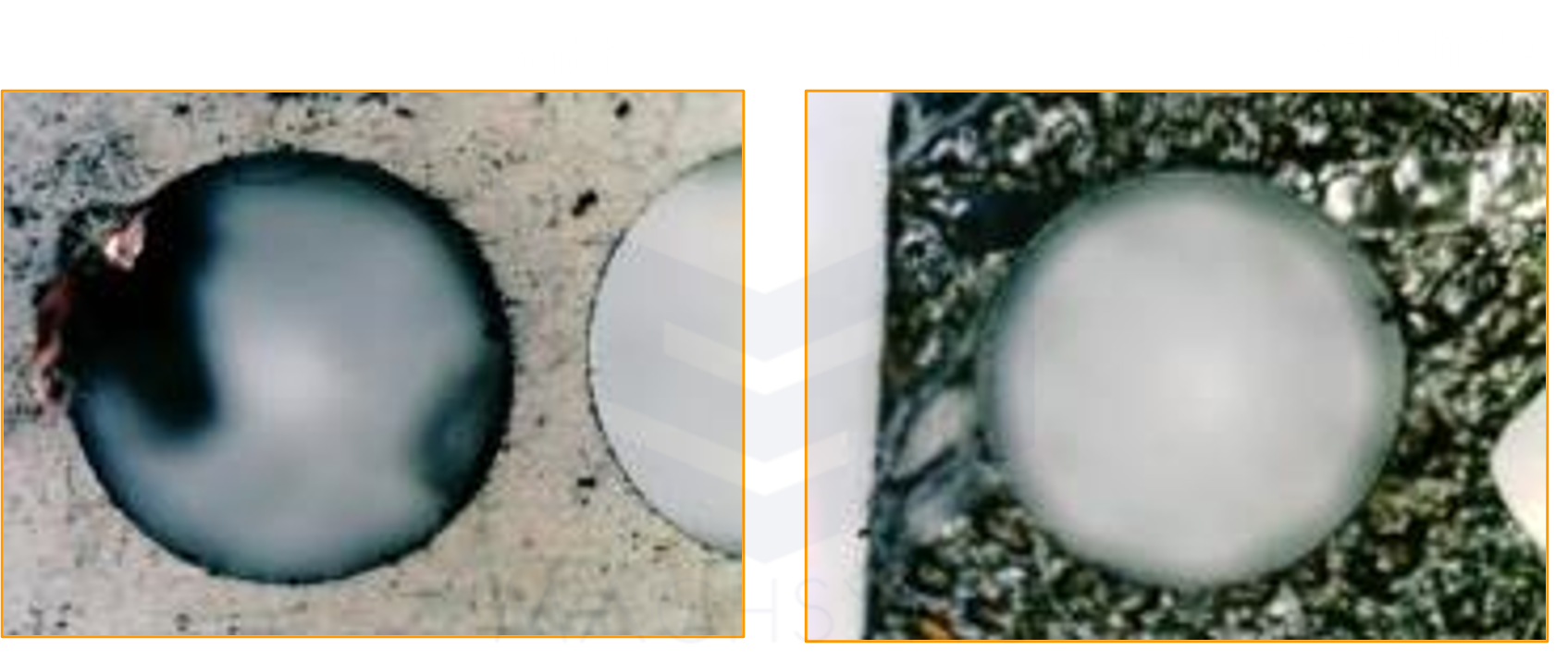
When carbon fiber is machined, the matrix and the fiber will have a more complex interaction, which is very different from the metal in terms of physical properties. The density of carbon fiber is smaller but the strength is greater than that of most metals. , the problem of fiber pulling or matrix fiber detachment often occurs. In addition, the heat resistance and wear resistance of carbon fiber also have certain requirements on the equipment. A large amount of cutting heat generated during machining will be a great challenge for the machine.